Kernloch – Der richtige Kernlochdurchmesser zum Gewinde
Zu jedem Gewinde gehört ein passendes Kernloch, welches das Ergebnis beim Gewindebohren stark beeinflusst. Bohrt man zu groß, werden die Flanken nicht richtig ausgebildet und das Gewinde verliert an halt.
Bohrt man zu klein, muss der Gewindebohrer einen enorm großen Span abheben, wodurch er klemmen und brechen oder gar die Gewindegänge ausreißen kann. Egal wie, das Gewinde wird nur perfekt, wenn das Kernloch perfekt ist.
Beiträge zum Gewindebohren
- Gewindebohrer – Ihre Formen und Anwendung
- Kernloch – Der richtige Kernlochdurchmesser zum Gewinde
- Gewinde schneiden – damit der Gewindebohrer nicht bricht
Faustregeln für Kernlochdurchmesser….
… sind Quark und danach sollte man im Netz auch nicht suchen. Es gibt keine Faustregel für Kernlöcher!
Falsch: Nenndurchmesser x 0,8 = Kernlochdurchmesser
Die häufig gepriesene Variante, den Nenndurchmesser mit 0,8 zu multiplizieren, ist Unfug passt nur „in etwa“ bei kleineren Gewinden. Beispielhaft wäre hier M8 – multipliziert mit 0,8 ergäbe sich eine Kernlochbohrung von 6,4 mm, was zwar dem späteren Innendurchmesser nahe kommt, aber nicht der Kernlochbohrung entspricht.
Mit zunehmender Steigung liefert dieses Variante völlig falsche Ergebnisse. Das Kernloch eines M20-Gewindes beträgt nämlich keinesfalls 16,2 mm (20 x 0,8). Hier liegen wir schon über einem Millimeter neben der tatsächlichen Kernlochbohrung von 17,5 mm.
Unterschied Kernloch und Kernlochbohrung
Um den Unterschied zwischen Kernloch und Kernlochbohrung zu verstehen, sehen wir uns die wichtigen Maße eines Gewindes an. Wichtig ist in erster Linie der Nenndurchmesser des Gewindes, nach dem sich alle anderen Maße richten. Bei einem metrischen Gewinde wird dieser mit der Gewindebezeichnung M xy angegeben.
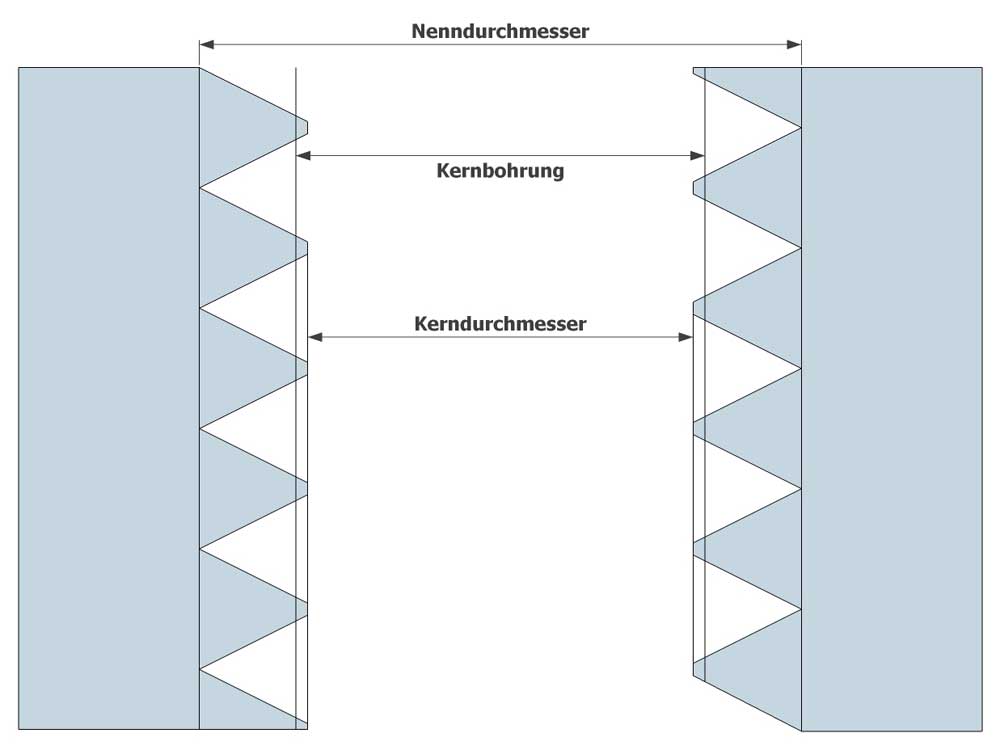
- Metrisches ISO-Gewinde M12 (Steigung 1,75 mm)
- Nenndurchmesser Außengewinde: 12 mm
- Innendurchmesser Innengewinde: 10,11 mm
- Kernlochbohrung: 10,2 mm
Ein M12 Gewinde hat demnach einen Nenndurchmesser von 12 mm bezogen auf das Außengewinde. Der Kerndurchmesser (Innendurchmesser) beträgt (laut DIN 13-1) 10,11 mm.
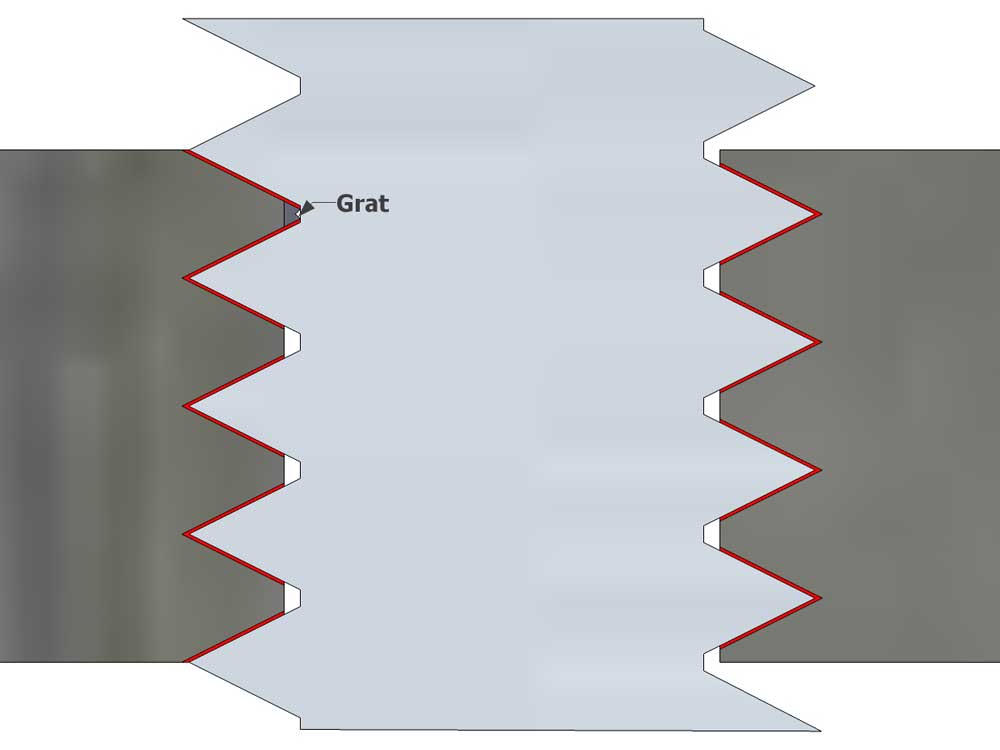
Warum ist die Kernlochbohrung aber 10,2 mm?
Das liegt zum einen natürlich daran, dass kaum jemand einen Bohrer mit einem Durchmesser von 10,11 mm zur Verfügung hat. Zum anderen bildet sich bei jedem spanenden Verfahren auch Grat an den Schnittkanten, der in diesem Fall den „zu groß“ gebohrten Durchmesser wieder auffüllt.
Der hintere Bereich des Gewindebohrers presst den Grat in Form und schafft so den richtigen Innendurchmesser. Dieser ist nach dem Schneidvorgang daher kleiner als die Kernlochbohrung und entspricht dem Kern- beziehungsweise Innendurchmesser des Gewindes.
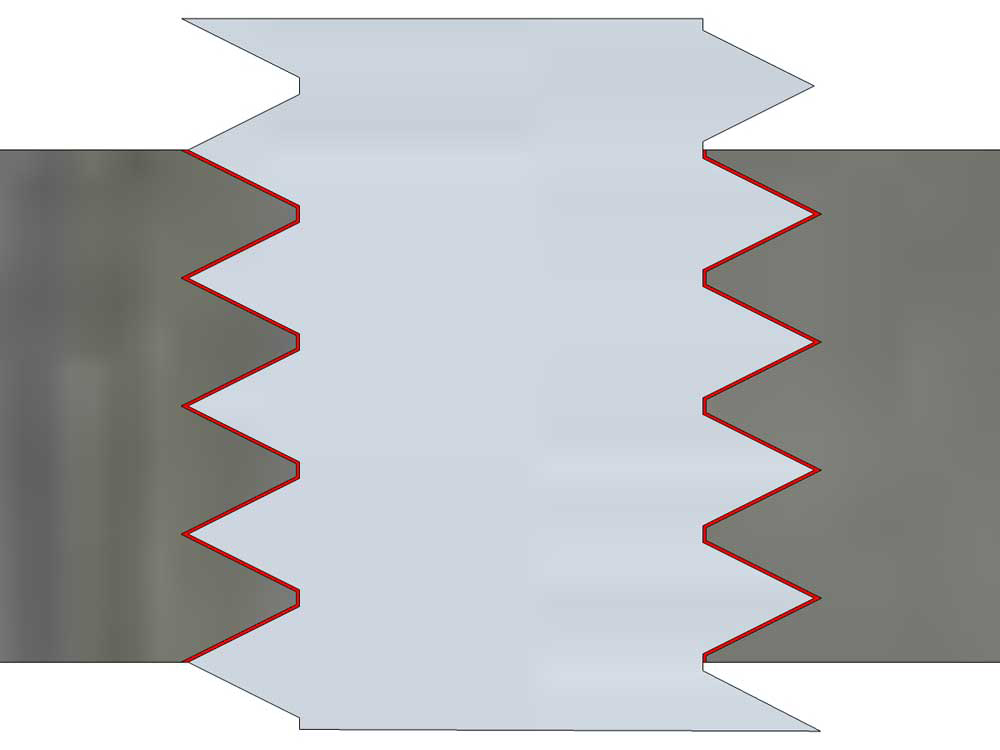
Hinzu kommt der benötigte Kraftaufwand beim Schneiden des Gewindes. Besitzt das vorgebohrte Loch bereits den fertigen Kerndurchmesser, müsste der Gewindebohrer über die gesamte Fläche seiner Schneiden das Gewinde ausformen, was einen hohen Kraftaufwand erfordert und dazu führen kann, dass der Gewindebohrer verklemmt.
Wird das Kernloch hingegen etwas größer gebohrt, schneidet der Gewindebohrer lediglich an den Spitzen und Flanken des Gewindes, am Grund des Gewindes bleibt Platz für den Grat.
[atkp_list id=’10819′ limit=’2′ template=’grid_2_columns‘][/atkp_list]
Gewinde-Kernlochbohrung berechnen
Auch wenn es keine Faustformel zur Berechnung der Kernlochbohrung gibt, lässt sich diese durchaus berechnen.
Der Unterschied zwischen dem Nenndurchmesser und der Kernlochbohrung richtet sich nur zweitrangig nach dem Nenndurchmesser. Entscheidend ist die Gewindesteigung. Je größer die Gewindesteigung ist, desto größer ist der Unterschied zwischen Nenndurchmesser und Kernlochbohrung.
Damit haben wir bereits die Möglichkeit zur Berechnung der Kernlochbohrung. Hierzu muss lediglich die Gewindesteigung des geplanten Gewindes vom Nenndurchmesser abgezogen werden.
M10 hat eine Gewindesteigung von 1,5 mm. Daraus ergibt sich : 10-1,5=8,5
Die Kernlochbohrung beträgt 8,5 mm. Das funktioniert (anders als bei der falschen Faustformel) auch bei Feingewinde. M10x1 hat eine Steigung von 1 mm, benötigt daher eine Kernlochbohrung von 9 mm.
Gewinde-Kernloch Tabelle
Die Steigung eines Gewindes vom Nenndurchmesser abzuziehen, um die Kernlochbohrung zu bestimmen, kann sicher jeder ohne Übersicht oder Tabelle.
Nur habe selbst ich als gelernter Metaller nicht sämtliche Gewindesteigungen im Kopf und muss häufig nachsehen. Also kann man sich auch die kleine Rechenaufgabe sparen und die Kernlochbohrung ablesen.
| Gewinde | Steigung | Innendurchmesser | Kernlochbohrer | Sechskantschraube |
|---|---|---|---|---|
| M 2 | 0,4 mm | 1,22 mm | 1,6 mm | 4 mm |
| M 2,5 | 0,45 mm | 2,01 mm | 2,05 mm | 5 mm |
| M 3 | 0,5 mm | 2,46 mm | 2,5 mm | 5,5 mm |
| M 3,5 | 0,6 mm | 2,85 mm | 2,9 mm | 6 mm |
| M 4 | 0,7 mm | 3,24 mm | 3,3 mm | 7 mm |
| M 5 | 0,8 mm | 4,13 mm | 4,2 mm | 8 mm |
| M 6 | 1 mm | 4,92 mm | 5 mm | 10 mm |
| M 8 | 1,25 mm | 6,65 mm | 6,8 mm | 13 mm |
| M10 | 1,5 mm | 8,38 mm | 8,5 mm | 17 mm |
| M12 | 1,75 mm | 10,11 mm | 10,2 mm | 19 mm |
| M16 | 2 mm | 13,84 mm | 14 mm | 24 mm |
| M20 | 2,5 mm | 17,29 mm | 17,5 mm | 30 mm |
Feingewinde wurden in der Übersicht nicht aufgeführt, da hier bereits die Steigung in der Gewindebezeichnung angegeben wird. Es ist daher sehr leicht, diese vom Nenndurchmesser abzuziehen, um so die benötigte Kernlochbohrung zu errechnen.
Je nach Material kann die Kernlochbohrung ein wenig angepasst und eventuell etwas vergrößert werden.
[atkp_list id=’10822′ limit=’2′ template=’grid_2_columns‘][/atkp_list]
Beiträge zu Gewindebohren
- Gewindebohrer – Ihre Formen und Anwendung
- Kernloch – Der richtige Kernlochdurchmesser zum Gewinde
- Gewinde schneiden – damit der Gewindebohrer nicht bricht
Top, das ist sehr gut!
Hallo Bastian,
ehe ich Kommentare mit Link im Namen freigebe, sehe ich mir natürlich die Links an. Deiner darf bleiben, denn ich finde deine Seite richtig toll. Alles gut und mit viel Humor erklärt. Auch Dein Youtube-Kanal hat einen neuen Abonnenten.
Gruß Ricc
Hallo Riccardo,
wow, danke für die netten Worte! Kann ich nur erwidern!
LG Basti